
VIP Thành viên

Máy ép dầu trục vít 6YL-125
Một.6YL --- 125 loại vít dầu báo chí Các thông số hiệu suất chính: Tốc độ trục báo chí: 35-39 vòng/phút Hộp số Tỷ lệ truyền: 15/381552=1: 8
Chi tiết sản phẩm

Thông số hiệu suất chính của máy ép dầu xoắn ốc loại I.6YL --- 125:
Tốc độ trục báo chí: 35-39 vòng/phút
Tỷ lệ truyền hộp số: 15/381552=1: 8,78
Công suất: 15KW
Vành đai tam giác: Loại B
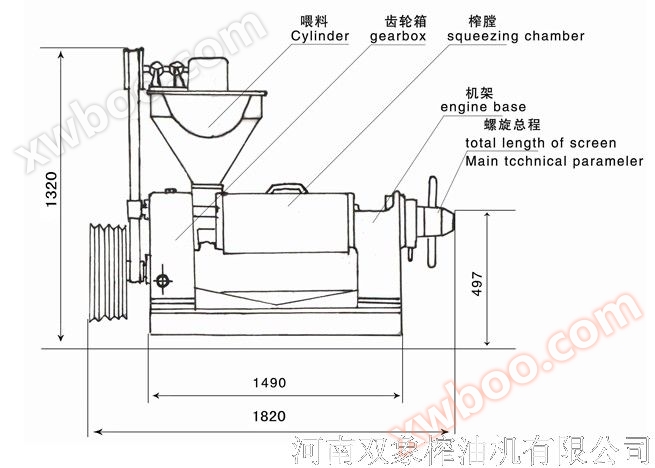
Kích thước tổng thể: L x W x H 1820x570x1320 (mm)
Trọng lượng máy đơn: 580kg
Xem bảng năng lực sản xuất (I)
|
Tên dầu nguyên liệu |
Mỗi24Khối lượng xử lý hàng giờ(Tấn) cho ăn mỗi giờ (t) |
Sản lượng dầu trên 100 kg(kg) Oil đầu ra mỗi 100kg nguyên liệu thô |
Tỷ lệ dầu dư bánh khô(%) dư (%) |
|
Hạt cải dầu hạt giống hiếp dâm |
5-7 |
30-38 |
7.5-8 |
|
Đậu phộng Ghạt tròn |
5-7 |
35-45 |
7 |
|
Đậu nành BBên trong... |
5-6 |
10-16 |
6.5-7 |
|
Hạt mè mì |
6-7 |
44-47 |
6.5-7.5 |
|
Hạt bông Chạt giống otton |
4-5 |
10-14 |
5.5-6.5 |
Lưu ý: Các thông số trên đề cập đến việc lựa chọn rõ ràng, tách biệt, thiết bị hỗ trợ phôi hoàn chỉnh, công nghệ hợp lý, hoạt động bình thường có thể đạt được các chỉ số.
II. Nguyên tắc làm việc và xây dựng của máy ép dầu xoắn ốc 6YL --- 125:
1, Nguyên tắc làm việc:
Khi máy ép dầu vận hành, các phôi đã được xử lý tốt như phễu, dầu từ phễu đi vào khoang. Có xoắn ốc ép ốc đẩy vào trong, tiến hành ép.
Bởi vì phôi nguyên liệu được tiến hành trong trạng thái vận hành của máy ép dầu, trong điều kiện áp suất cao của máy ép, phôi nguyên liệu và ốc ép, giữa các máy ép sinh ra lực ma sát rất lớn. Như vậy có thể làm cho phôi vật liệu và phôi vật liệu sinh ra ma sát, tạo thành vận động tương đối. Một mặt khác, đường kính tròn rễ của ốc ép dần dần tăng lên, khi ốc ép chuyển động, hoa văn làm cho phôi vật liệu vừa có thể đẩy về phía trước vừa có thể lật ra phía ngoài, đồng thời lớp vật liệu gần bề mặt ốc ép chuyển động theo trục ép, như vậy mỗi hạt phôi vật liệu trong khoang ép đều không phải là vận động cùng phương với tốc độ. Và cũng có sự chuyển động tương đối giữa các hạt. Nhiệt lượng do ma sát tạo ra lại đáp ứng một phần nhiệt cần thiết trong hoạt động của quá trình ép dầu, giúp thúc đẩy sự biến tính nhiệt của protein trong phôi, phá hủy keo, tăng tính dẻo, đồng thời cũng giảm độ nhớt của dầu, dễ phân tích, do đó cải thiện tốc độ xuất dầu của máy ép dầu.
2. Cấu trúc: Máy có phần phễu nạp, phần hộp số, phần lỗ khoan, phần ốc vít, tổng cộng năm thành phần chính của phần khung: xem hình
(1)
III. Cài đặt máy:
Máy ép dầu phải được lắp đặt trên cơ sở lắp đặt chắc chắn của bu lông neo để giữ cho thân máy nằm ngang. Động cơ được đặt ở mặt sau của phễu nạp.
4. Bôi trơn máy:
1. Máy ép dầu chủ yếu được bôi trơn dưới hai hình thức dầu động cơ và bơ. Chu kỳ tiếp nhiên liệu xem Bảng II
|
Số sê-ri Không |
Phần bôi trơn bôi trơn |
Loại dầu mỡ bôi trơn |
Chu kỳ tiếp nhiên liệu Từ Tthời gian |
Chu kỳ thay dầu Bôi trơnthời gian thay thế |
1 |
Điều chỉnh Bolt Điều chỉnhbu lông |
20Số dầu cơ khí Mãdầu echanical NO.20 |
Mỗi lớp2Thứ hai 1-2 lần / ngày |
|
2 |
Bánh răng Bevel BNhư một cặp |
20Số dầu cơ khí Mãdầu echanical NO.20 |
Mỗi lớp2Thứ hai 1-2 lần / ngày |
|
3 |
Vỏ ghế mang Btai bụi |
20Số dầu cơ khí Mãdầu echanical NO.20 |
Mỗi lớp2Thứ hai 1-2 lần / ngày |
|
4 |
Hộp số Ghộp tai |
20Số dầu cơ khí Mãdầu echanical NO.20 |
Lần đầu đổ xăng12 kg |
6 tháng |
5 |
Vòng bi lăn mỗi mang |
Dầu bôi trơn Mỡ |
Mỗi năm một lần |
Năm. Hoạt động máy:
(1) Yếu điểm trước khi khởi động máy:
1. Đổ 12 kg dầu vào hộp số trước khi khởi động máy.
2 Sau khi máy được lắp đặt, đổ đầy dầu bôi trơn theo quy định, kiểm tra xem từng bộ phận có được buộc chặt hay không, tay cầm hoạt động, bảng chèn có linh hoạt hay không.
3. Dùng tay di chuyển ròng rọc lớn để kiểm tra xem máy có lỏng lẻo hay kẹt máy hay không, nếu có bất thường thì kịp thời loại trừ.
4. Điều chỉnh độ đàn hồi của vành đai, khởi động động cơ và kiểm tra xem hướng của bánh xe khe có phù hợp với hướng của dấu hiệu hay không.
5 Sau khi làm xong công tác chuẩn bị kiểm tra, nới lỏng đai ốc khóa chặt vặn ốc ép đến điểm chết, lại lui về 3 - 4 vòng, lại đi tới nửa vòng, đảm bảo khoảng cách giữa ốc ép và miệng bánh.
VI. Trục trặc chung của máy ép dầu trục vít và phương pháp khắc phục
Số sê-ri |
Lỗi |
Nguyên nhân sản xuất |
Phương pháp loại trừ |
|
1 |
Đột nhiên dừng xe, ép trục vít kẹt chết. |
1. Máy mới mới ép, không thông qua mài hợp lượng lớn nguyên liệu cho vào ép. 2. Độ dày của bánh quá mỏng, áp suất ép tăng lên. |
1Hoạt động theo hướng dẫn, thường chú ý đến âm thanh của máy và cường độ dòng điện. |
|
2 |
Dầu ra khỏi đáy |
1. Nước dầu không thích hợp. 2. Nhiệt độ lỗ khoan thấp. 3. Hàng thanh, hàng tròn không phù hợp với yêu cầu. 4. Các bộ phận bị mòn. |
1. Làm theo hướng dẫn. 2. Nhẹ nhàng hoặc ép chặt đai ốc để nó thoát ra một lượng nhỏ xỉ và dòng chảy dầu thông suốt. |
|
3 |
Dầu lưu trữ phễu (trở lại dầu) |
1Hàng tròn xếp quá chặt. 2Dầu chứa quá nhiều dầu, bánh ra quá mỏng. |
1. nới lỏng đai ốc ép làm cho nó chảy dầu thông suốt. 2Điều chỉnh độ dày của bánh, cho bánh vào khoang ép dầu ra. |
|
4 |
Bánh thay dầu |
1. Dầu quá nhiều nước. 2. Khoảng cách giữa các hàng tròn quá nhỏ. 3. Các bộ phận bị mòn. |
1.Làm theo hướng dẫn. 2.Thả lỏng và ép chặt đai ốc để tăng khoảng cách giữa các hàng tròn. 3.Thay thế các bộ phận mới. |
|
5 |
Dầu nâu sẫm và lụa |
1. Nhiệt độ lỗ khoan thấp. 2. Quá nhiều tạp chất dầu. 3. Dầu quá khô hoặc mốc. |
1. Làm theo hướng dẫn 2. Lọc dầu. |
|
6 |
Sản lượng thấp |
1. Ép hạt bông chưa được khử trùng, chiều dài lông cừu dễ dàng bắc cầu, quấn trục. 2. Ép khoang, ép ốc không trơn. 3. Dầu chứa quá nhiều nước. 4. Khoảng cách giữa miệng bánh quá nhỏ. 5. Ốc nâu bị mòn. |
1. Hạt bông được khử nhung hoặc sàng lọc. 2. Sau khi thay linh kiện mới phải làm quen một thời gian để ép ốc trơn nhẵn. 3. Làm theo hướng dẫn. 4. Thay thế các bộ phận mới. |
7 |
Không ăn |
1. Dầu chứa nhiều dầu trở lại dầu. 2. Dầu quá ướt (đặc biệt là hạt bông) |
1. Làm theo hướng dẫn. 2. Hạt bông phải cởi nhung. |
|
8 |
cặn bã nghiêm trọng |
1. Hàng dài, hàng tròn có khoảng cách quá lớn. 2. Áp lực quá lớn. 3. Các bộ phận bị mòn. 4. Dầu quá khô. |
1. Làm theo hướng dẫn. 2. Thay thế phần mới. |
Yêu cầu trực tuyến
-
Liên hệ
-
Công ty
-
Điện thoại
-
Thư điện tử
-
Trang chủ
-
Mã xác nhận
-
Nội dung tin nhắn
-